1.レール研削の分類の概要
レール研削は、高速鉄道や重量貨物輸送鉄道にとって中核となる保守作業です。この作業では、 レール研削砥石 レール頭部の形状を整え、レール表面の欠陥を除去し、車輪とレールの接触関係を最適化することで、振動、騒音、およびレールの金属損失を低減する。.
業界では、作業時期、建設目的、加工機能に基づいて、複数の分類体系が確立されています。 学者や鉄道規格によって、その区分基準には若干の違いが見られる。主流の分類では、レール研削は「予備研削」「予防研削」「矯正研削」「維持研削」の4つのカテゴリーに分けられる。加工機能の観点からは、レール研削は「表面研削」と「プロファイル研削」に分類することもできる。これら2つの分類体系は互いに補完し合い、一体となって完全なレール研削技術体系を形成している。.
2. 運用目的および建設段階による分類(主流の技術基準)
2.1 予備研削(レール研削の準備作業)
レールの事前研磨は、新しく敷設されたレールや交換されたレールに対し、鉄道路線の正式な運行開始前に実施され、レールを運用に供する前の基本的な処理工程として機能する。.
主な目的
レールの製造、輸送、敷設の過程で生じるさまざまな初期欠陥を排除する。これには、レール表面の脱炭層、表面の傷、衝突による損傷、レールの矯正によって生じる周期的な垂直方向の曲がり、錆、および保管中に生じた凹凸などが含まれる。.
プロセスパラメータ
研削による総除去深さは小さく、一般的な金属除去量は0.2~0.3mmである。日本、ドイツ、フランスなどの高速鉄道規格では、いずれも新路線の引き渡しに際し、事前研削を必須の検収手順としている。.
エンジニアリングの価値観
運行初期段階における表面疲労亀裂の急速な発生を防ぐため、レール表面の脆弱な脱炭組織を除去する。レール頭部を標準プロファイルに合わせて予備的にトリミングすることで、その後の定期的な保守の基盤を築き、運行初期における線路欠陥の発生率を大幅に低減する。.

2.2 予防的なレール研削
予防研削とは、稼働中の老朽化した鉄道線路に対して行われる定期的な日常保守技術であり、欠陥を発生の初期段階で排除するという基本的な考え方に基づいています。.
主な目的
レールの接触疲労損傷を抑制します。初期形成段階でレール頭部の微細な疲労亀裂や初期の波状摩耗を除去し、亀裂の継続的な拡大を抑制します。また、車輪とレールの接触面積を均一に最適化し、接触応力を分散させることで、レール側面の摩耗や塑性流動による損傷の進行を遅らせます。.
プロセスパラメータ
1回の研削深さは極めて浅く、表面の金属をわずか0.05~0.15mmだけ除去します。研削サイクルは、線路の交通量、車両の種類、曲線半径に応じて設定されており、レールの母材を深く削ることはありません。.
適用可能なシナリオ
高密度・高速の幹線、旅客専用線、および小半径曲線区間。予防的なレール研磨を長期的に実施することで、レールの耐用年数を大幅に延ばし、将来的な大規模な補修費用を削減することができます。.

2.3 レールの修正研削(補修研削)
レールの修正研削は、深刻な損傷を受けたレールに対する修復作業であり、受動的保守技術に分類される。.
主な目的
成形レールに生じた欠陥(深刻な波打ち摩耗、広範囲にわたる車輪による擦り傷、レール頭部の陥没、レール接合部における鞍形摩耗、および深い疲労剥離亀裂)を完全に除去します。これにより、著しく変形したレール頭部の形状を標準的な幾何学的形状に復元し、ずれた車輪とレールの接触点を修正します。.
プロセスパラメータ
1回の研削による除去量は大きい。レール研削列車は、欠陥箇所を低速で通過しながら繰り返し切削を行い、損傷した層を除去する。研削深さは欠陥の程度に応じて調整され、予防研削よりもはるかに深くなる。.
制限事項
過度に頻繁な修正研削を行うと、レールの母材が大量に摩耗し、レールの耐用年数が短くなります。これは、欠陥が基準値を超えた場合の是正措置としてのみ行われるものであり、予防研削に代わるものではありません。.

2.4 レールの研削による保守
メンテナンス研削は、プロファイルの最適化と欠陥の抑制を両立させるもので、高い効率と優れたメンテナンス効果を兼ね備えた包括的な研削方法であり、多くの場合、修正研削と組み合わせて行われます。.
主な目的
レールの断面を、車輪とレールの接触形状として最適な形状に整え、車輪とレール間の力を再配分することで、曲線区間におけるレールの横方向の摩耗を低減します。これにより、再生された微細な疲労損傷を除去すると同時に、波状摩耗の繰り返し発生を抑制し、車両の走行性能を向上させます。.
プロセスの特徴
レール研削列車は、高速で線路を走行し、1回の作業で少量の金属を削り取ることで、保守効率と研削品質のバランスを図ります。この方式は、旅客・貨物混走線、中低速の在来線、および保守リソースが限られている幹線などで広く採用されています。.
3.処理メカニズムによる機能分類
3.1 レール表面研削
表面研削は、レールヘッドの全体的な形状を変えることなく、レールヘッド上の2次元的な表面欠陥を修復することに重点を置いています。.
主な機能:レール表面の縦方向の凹凸、波打ちによる摩耗、塑性変形、軽微な擦り傷、その他の表面欠陥を除去します。これにより、車輪とレールの衝撃振動や運転騒音を低減し、レール頭部の元の輪郭をそのまま維持しつつ、レール表面の平坦性を修復します。.
3.2 レール断面の研削
プロファイル研削は、レール頭部の輪郭を再形成することを中核とし、レールの断面形状を変更するもので、構造研削に分類される。.
主な機能:車輪とレールの接触帯の位置を調整し、接触応力の分布を最適化することで、レール側の摩耗と接触疲労を根本的に抑制します。これにより、車両の曲線通過性能と限界運転速度が向上し、高速鉄道において安定かつ安全な列車運行を保証するための重要な工程となります。.
4. 各種レール研削分類の比較および設計選定の根拠
4.1 分類上の相違点
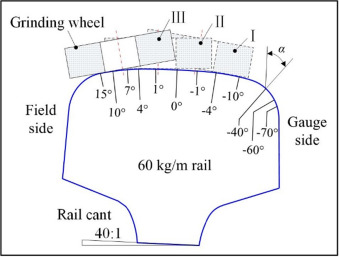
施工段階別に分類される4種類の研磨(予備研磨/予防研磨/修正研磨/維持研磨)は、現場での施工および保守計画策定の主要な根拠であり、レール研磨列車の研磨サイクル、研磨深さ、施工速度を直接的に決定づけるものである。 加工メカニズム別に分類された表面研削およびプロファイル研削は、研削メカニズムの分析に重点を置いており、砥石の配置、レールプロファイルの設計、および設備パラメータの選定に活用される。.
4.2 統合アプリケーションロジック
- 新規鉄道建設段階:予備研削のみを実施(平面研削とプロファイル研削を統合)
- 高速鉄道の日常保守:定期的な保守研削と併せて、予防的なレール研削を優先する
- 基準を超える欠陥がある線路:是正措置としてレール研削による補修を行い、その後、予防保全サイクルに移行する
- 小半径曲線および重量貨物輸送路線:レールプロファイルの研磨割合を増やし、車輪とレールの接触荷重を最適化する
5. 結論
レール研削の分類体系は、鉄道建設および運用・保守のライフサイクル全体を網羅しています。さまざまなレール研削の種類は、それぞれ異なる欠陥処理目標や工程基準に対応しています。 事前研削はレールに内在する欠陥を除去し、予防研削は低コストでの長期的な維持管理を実現し、補正研削はレール表面の深刻な損傷を修復し、維持管理研削は施工効率と断面形状の最適化のバランスを図ります。一方、表面研削と断面研削は、加工メカニズムの観点から研削形態を区別するものです。.
さまざまなレール研磨工程を適切に組み合わせることで、レールの高い平滑性を維持し、高速列車の安定かつ安全な運行を確保するとともに、レールの摩耗を低減し、長期的な鉄道の運営・維持管理コストを削減することができます。レール研磨は、世界中の高速鉄道や重量貨物輸送鉄道において、不可欠な中核的な保守技術となっています。.