1. 轨道磨轨分类概述
轨道打磨是高速铁路和重载铁路的一项核心养护工艺。该工艺采用 钢轨磨轮 修整钢轨头部轮廓,消除钢轨表面缺陷,并优化轮轨接触关系,从而减少振动、噪音和钢轨金属损失。.
该行业已根据作业时间、施工目的和加工功能形成了多种分类体系。 不同学者和铁路规范采用的划分标准略有差异。主流分类将钢轨磨削分为四类:预磨、预防性磨削、矫正磨削和养护磨削。从加工功能的角度来看,钢轨磨削也可分为表面磨削和轮廓磨削。这两种分类体系相辅相成,共同构成了完整的钢轨磨削技术体系。.
2.按运行目的和建设阶段分类(主流工程标准)
2.1 预磨(轨道预备磨削)
在铁路线路正式投入运营之前,会对新铺设或更换的钢轨进行预磨处理,这是钢轨投入使用前的一项基本处理工序。.
核心宗旨
消除钢轨在生产、运输和铺设过程中产生的各种初始缺陷,包括钢轨表面的脱碳层、表面划痕、碰撞损伤、因钢轨矫直而产生的周期性垂直弯曲,以及储存期间形成的锈迹和不平整处。.
工艺参数
整体磨削切除深度较小,典型金属切除量为0.2~0.3毫米。日本、德国、法国等国的高速铁路标准均将预磨削视为新铁路线路的强制性验收程序。.
工程价值观
清除钢轨表面的脆弱脱碳组织,以防止在早期运行阶段迅速产生表面疲劳裂纹。将钢轨头部初步修整至标准轮廓,为后续的日常养护奠定基础,并大幅降低初期运行期间线路缺陷的发生率。.

2.2 预防性轨道打磨
预防性打磨是一种适用于运营中的成熟铁路线路的定期例行维护技术,其核心逻辑在于在缺陷萌芽初期就予以消除。.
核心宗旨
控制钢轨的接触疲劳损伤。该工艺可在初始成型阶段消除钢轨轨头上的微小疲劳裂纹和早期波纹状磨损,从而抑制裂纹的持续扩展。它能均匀优化轮轨接触面积,分散轮轨接触应力,并延缓钢轨侧面磨损及塑性流动损伤的发展。.
工艺参数
单次打磨深度极浅,仅去除0.05~0.15毫米的表面金属。根据线路交通量、车辆类型和曲线半径制定固定的打磨周期,不会对轨道基体金属进行深切削。.
适用场景
高密度、高速干线、客运专线和小半径弯道段。长期实施预防性钢轨打磨,可显著延长钢轨使用寿命,并减少后期的大规模维修成本。.

2.3 轨道矫正磨削(修复磨削)
轨道矫正磨削是针对严重损坏的轨道所采取的修复作业,属于被动养护技术。.
核心宗旨
彻底消除钢轨的成型缺陷:严重的波纹状磨损、大面积车轮划痕、轨头塌陷、轨接头处的马鞍形磨损以及深层疲劳剥落裂纹。它能将严重变形的轨头轮廓恢复到标准几何形状,并矫正偏移的车轮-钢轨接触点。.
工艺参数
单次打磨的去除量较大。轨道打磨列车以低速通过缺陷路段,通过反复切削来去除受损层;打磨深度根据缺陷的严重程度进行调整,远大于预防性打磨。.
限制
过频的修正磨削会消耗大量钢轨基体金属,并缩短钢轨的使用寿命。该方法仅在缺陷超过标准时作为补救措施使用,不能替代预防性磨削。.

2.4 维护性轨道打磨
维护性磨削在轮廓优化与缺陷抑制之间取得了平衡,是一种兼具高效率和良好维护效果的综合性磨削方法,通常与修正性磨削结合使用。.
核心宗旨
将轨面横截面修整成最优的轮轨接触几何形状,重新分配轮轨作用力,减少弯道段的轨道横向磨损。此举既能消除再生产生的微小疲劳损伤,又能抑制波状磨损的反复产生,并提升车辆的动态运行性能。.
工艺特点
轨道打磨列车以较高速度在铁路线上运行,进行一次性作业,每次去除少量金属,从而在维护效率与打磨质量之间取得平衡。该技术广泛应用于客货混运铁路、中低速常规铁路以及维护资源有限的主干线。.
3.按处理机制进行的功能分类
3.1 轨道表面磨削
表面磨削主要针对修复钢轨轨头的二维表面缺陷,同时不改变轨头的整体轮廓。.
主要功能:消除钢轨上的纵向不平整、波纹磨损、表面塑性变形、轻微划痕及其他表面缺陷。该工艺可降低轮轨冲击振动和运行噪音,仅修复钢轨表面的平整度,同时保持钢轨轨头的原始轮廓不变。.
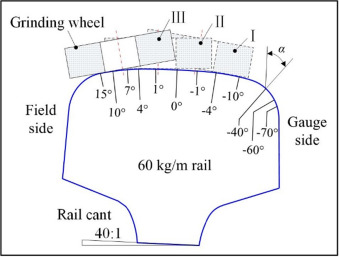
3.2 导轨型材磨削
轮廓磨削以重塑钢轨头部轮廓为核心,改变钢轨横截面的几何形状,属于结构磨削。.
核心功能:调整车轮与轨道接触带的位置,优化接触应力分布,从根本上控制轨道侧面磨损和接触疲劳。这有助于提升车辆的过弯性能和临界运行速度,是高速铁路保障列车稳定、安全运行的关键工艺。.
4.不同轨道磨轨分类的比较与工程选型逻辑
4.1 分类差异
按施工阶段划分的四种打磨类型(预打磨/预防性打磨/矫正性打磨/养护性打磨)是制定现场施工和养护计划的主要依据,直接指导轨道打磨列车的打磨周期、打磨深度和施工速度。 按加工机制划分的表面磨轨与轮廓磨轨,侧重于磨轨机制分析,用于磨轮布局、钢轨轮廓设计及设备参数匹配。.
4.2 组合应用逻辑
- 新建铁路施工阶段:仅进行预磨(集表面磨削和轮廓磨削于一体)
- 高速铁路的日常维护:优先进行预防性轨道打磨,并配合定期维护打磨
- 存在超出标准缺陷的线路:采取纠正性轨道打磨进行修复,随后转入预防性维护周期
- 小半径弯道与重载线路:提高轨道轮廓打磨的比例,以优化轮轨受力状况
5.结论
轨道打磨的分类体系涵盖了铁路建设及运营维护的全生命周期。不同的轨道打磨类型对应着差异化的缺陷处理目标和工艺标准。 预磨用于消除轨道固有的缺陷;预防性磨轨旨在以较低成本实现长期养护;矫正性磨轨用于修复严重的轨道表面损伤;养护性磨轨则在施工效率与轮廓优化之间取得平衡。同时,从加工机制的角度来看,表面磨轨与轮廓磨轨是两种不同的磨轨形式。.
合理搭配各种钢轨打磨工艺,既能保持钢轨的高平整度,又能保障高速列车的稳定安全运行,同时还能减少钢轨损耗,降低铁路的长期运营维护成本。钢轨打磨已成为全球高速及重载铁路不可或缺的核心养护技术。.